Резка труб.
Вообще-то тянуть стальную нитку (так называют водопроводную линию) дело довольно хлопотное.
После проведения обмеров надо в мастерской нарезать нужной длины отрезки трубы, в случае необходимости согнуть заготовку в соответствии со схемой, иногда сварить с другой заготовкой, а также нарезать на концах заготовок резьбу.
После этого заготовки собирают «всухую» на месте, и тут выясняется, правильно ли сделаны замеры. Ошибка, особенно в меньшую сторону, дорого стоит — порой приходится делать все заново, а испорченную заготовку выбрасывать.
В крайнем случае резать стальные заготовки можно отрезной пилой (болгаркой) с последующей опилкой и снятием заусенцев, но лучше использовать труборез. Конструктивно труборез представляет собой стальную скобу, рассчитанную на охват труб нужного сечения, в которой закреплены дисковые резцы из особо прочной высокоуглеродистой стали. Ходовой микрометрический винт позволяет плотно прижать подвижный резец к трубе, после чего труборез с усилием вращают вокруг трубы. Когда резцы прорежут в трубе канавку и вращение не будет требовать усилия, ходовым винтом опять поджимают подвижный резец и повторяют операцию.
Труборез позволяет сделать чистый и ровный разрез перпендикулярно оси трубы, сокращает время, необходимое для того, чтобы разрезать трубу большого диаметра. Да и затрата сил при использовании трубореза значительно ниже, чем потребовала бы работа обычной ножовкой.
Гибка заготовок.
Гнутые элементы имеют в водопроводном деле свои названия. При работе со стальными трубами их приходится не только резать или соединять. Прокладывая коммуникации, почти никогда не удается избежать того, что отдельные участки пересекаются. Для того чтобы одна труба могла «обогнуть» другую, оставаясь в целом в одной плоскости с первой, в месте пересечения на огибающем участке должен быть соответствующий изгиб (на языке профессионалов он называется скобой или обводом).
Помимо пересечений часто возникает необходимость развернуть нитку в обратном направлении (так называемый калач) или под прямым углом (полукалач), а также передвинуть на небольшое расстояние часть трубопровода параллельно прежнему направлению, то есть изогнуть трубу уткой.
Механизировать изгибание труб можно с помощью специального устройства — трубогиба. Самое главное преимущество трубогиба в том, что его рамки служат одновременно «калибрующим» приспособлением, помогая соблюдать правильный радиус изгиба в зависимости от диаметра трубы. В противном случае было бы почти неизбежным нарушение просвета, деформация стенок или даже разрыв.
Трубогиб, как правило, снабжается набором рожков — шаблонов с соответствующими им опорными рамками под разные диаметры труб. Фиксирующая скоба надежно обеспечивает неподвижность изгибаемой трубы, длинная рукоятка служит хорошим рычагом и помогает согнуть на требуемый угол практически любую, даже самую толстостенную трубу. Другое немаловажное преимущество трубогиба — он одинаково успешно работает как с длинной трубой, так и с самым коротким отрезком. Таким образом, вышеназванные калачи и утки можно изготавливать как отдельные конструктивные элементы будущего трубопровода, что заметно упрощает его монтаж.
Полудюймовые трубы можно гнуть и нехитрым приспособлением в виде стального прута диаметром около 20 мм с приваренным на торце под прямым углом патрубком. Внутренний диаметр патрубка должен быть больше наружного диаметра изгибаемой трубы примерно на 10 мм, а длина вдвое больше его диаметра.
Надо заметить, что в продаже бывают и готовые калачи, полукалачи, скобы и утки. Гибка стальных труб производится несколькими способами в зависимости от их диаметра и угла загиба. Трубы небольшого диаметра (примерно до 25 мм) при радиусе загиба не менее 50 мм можно гнуть в холодном состоянии без наполнителя. Трубы диаметром более 25 мм гнут как в холодном, так и в горячем состоянии, предварительно наполнив их песком или канифолью. Оцинкованные трубы изгибают только в холодном состоянии. Если вы работаете с обыкновенными, а не цельнотянутыми трубами, проследите, чтобы шов, как наиболее слабая часть трубы, располагался в плоскости, перпендикулярной плоскости изгиба, то есть не попадал на особенно нагруженные участки.
Нарезка резьбы на трубах.
Для надежной фиксации труб, особенно массивных, во время нарезания резьбы и других подобных операций нужен трубный прижим, установленный на массивном основании. Резьбу на концах труб нарезают с помощью лерки, вставленной в переходную оправку, которая свободным концом плотно, но без усилия надевается на конец трубы. Это обеспечивает соосное положение лерки относительно трубы, в результате резьба получается ровная, без перекоса. При нарезании резьбы клуппом также обеспечивается соосность инструмента и трубы. Длина стандартного резьбового участка трубы зависит от ее диаметра (у полудюймовой трубы — 11 мм). Кроме того, иногда приходится нарезать удлиненную резьбу (так называемый сгон).
Сварное соединение.
Для черных труб монтаж преимущественно сваркой оправдан. Хорошая сварка не требует в дальнейшем никаких забот. С оцинкованными трубами дело обстоит иначе. В месте сварки оцинкованное покрытие испаряется и появляется участок трубопровода, не защищенный от коррозии. К тому же варить такие трубы по месту, а не в мастерской, оборудованной вытяжкой, просто опасно для здоровья сварщика. Известны случаи, когда при замене всех труб в туалете городской квартиры сварщика после двух-трех часов работы приходилось увозить в больницу по поводу отравления парами цинка.
Резьбовое соединение.
Соединение труб на резьбе избавляет от этих проблем, позволяет производить в будущем замену и ремонт отдельных участков без демонтажа всей сети. Кроме того, соединение на резьбе в отличие от водопроводной сварки доступно практически любому. Переходные элементы для соединения труб называют фитингами.
Рассмотрим виды фитингов и соответствующие резьбовые соединения (см. рис. 1):
• муфта, ниппель (прямое соединение);
• угольник (поворот под прямым углом);
• тройник (ответвление);
• крестовина или гребенка (разветвление).
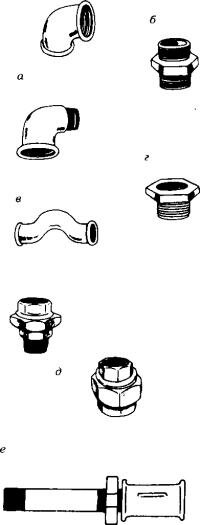
Рис. 1. Резьбовые фитинги: а - угольник, б - ниппель, в - обвод, г - футорка, д - разъем "американка", е - сгон с контргайкой и муфтой.
Отметим, что выпускаемые промышленностью фитинги и арматура имеют резьбовые подсоединения на каждом конце как с внутренней резьбой (типа гайки), так и с наружной. К тому же фитинги одновременно могут обеспечивать переход с одного диаметра трубы на другой. Таким образом, число модификаций каждого типа фитинга не так уж мало.
При резьбовых соединениях, чтобы обеспечить непроницаемость стыка, применяют уплотнительный материал (или ФУМ, или льняную прядь с сохнущей пропиткой, то есть суриком или «унипаком»), который наматывают на резьбу от торца трубы по ходу резьбы тонким ровным слоем. Уплотнение не должно свисать с конца трубы или входить внутрь трубы, так как это может вызвать засорение трубопровода. Соединительные части нужно навертывать на трубы до отказа, то есть так, чтобы они заклинились на последних двух, конусных нитках (сбеге) резьбы, чем обеспечивается герметичное соединение. При свинчивании труб ни в коем случае нельзя подавать назад навинченную фасонную часть, чтобы избежать нарушения плотности соединения. Если фасонная часть или арматура не заняла требуемого положения и ее нельзя повернуть по ходу резьбы, то нужно разобрать соединение и вновь его собрать, применив новые уплотнительные материалы.
Все резьбовые соединения труб с фитингами по способу сборки являются последовательными, то есть каждый элемент присоединяют к предыдущему (по ходу движения воды). Заметим, что при такой сборке каждый следующий элемент ввинчивают в предыдущий или навинчивают на него. Однако в ходе сборки обязательно приходится применять и так называемые локально разборные соединения. Причин этому как минимум две:
— во-первых, не всегда есть возможность вращать элемент сборки. Например, отрезок трубы может быть изогнутым (утка, калач, скоба), что вблизи стены не позволит его вращать;
— во-вторых, без локально разборного соединения невозможно было бы заменить элемент водопроводной линии (например, перекрывающий трубу вентиль без ее демонтажа).
Ветераны водопроводного дела помнят имевшие хождение разъемы под названием американка. Современный рынок снова предлагает такие разъемы (двух типов — с конусным уплотнением и с резиновой прокладкой). Однако в подавляющем большинстве случаев в сантехнической практике нашей страны стальные трубы в местах, где при эксплуатации необходима локальная разборка, соединяют так называемым сгоном — чисто русское изобретение.
Как устроено соединение «на сгон»? По этой технологии соединяемые трубы снабжаются резьбовой частью — с одной стороны стандартной длины, а с другой резьба длинная (она и называется сгоном). На длинной резьбе заранее навинчивают контргайку, а затем муфту. В процессе сборки на короткую резьбу наматывают пропитанную сохнущей смазкой льняную прядь и навинчивают муфту до упора, что обеспечивает герметичное и механически прочное соединение муфты с короткой резьбой. Другой конец муфты остается навинченным на длинную резьбу. Здесь герметичность обеспечивается с помощью контргайки. Ее гонят по резьбе к муфте, но не вплотную, а оставляя зазор в 2-3 мм. Остается уплотнить зазор между муфтой и гайкой, намотав на резьбу полтора-два оборота льняного жгута, пропитанного сохнущей смазкой, и затянуть до отказа контргайку. В результате контргайка заставит жгут герметизировать соединение муфты с длинной резьбой и придаст жесткость всей конструкции. При разборке контргайку, а потом и муфту сгоняют назад по длинной резьбе и освобождают короткую резьбу. Разъем разобран.
Источник SAM-STROY.INFO/
| Всего комментариев: 0 | |