5 Входной контроль труб, фитингов и сварочных насадок
СП 40-102-200, кроме проверки упаковки, маркировки труб и фитингов, внешнего осмотра, предписывает «измерение и сопоставление наружных и внутренних диаметров и толщины стенок труб с требуемыми». Что такое «требуемые» размеры, указано далее: «результаты измерений должны соответствовать величинам, указанным в технической документации на трубы и соединительные детали».
А теперь внимание: казус! В России по сегодняшний день нет ГОСТа, точно описывающего геометрию полипропиленовых труб и фитингов, предназначенных для раструбной (муфтовой) сварки. Даже долгожданный ГОСТ Р 52134-2003 «ТРУБЫ НАПОРНЫЕ ИЗ ТЕРМОПЛАСТОВ И СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ К НИМ ДЛЯ СИСТЕМ ВОДОСНАБЖЕНИЯ И ОТОПЛЕНИЯ», принятый, наконец, весной 2004г., не учитывает, что наружный диаметр труб для раструбной сварки должен обязательно быть больше номинального диаметра трубопровода на вполне конкретную величину. А геометрия полипропиленовых фитингов в указанном ГОСТе вовсе не описана.
Все Российские полипропиленовые трубы и фитинги производятся на основании ТУ, разработку которых сам же производитель для себя заказывает уполномоченным организациям. Так с чем же сравнивать размеры труб и фитингов при входном контроле?
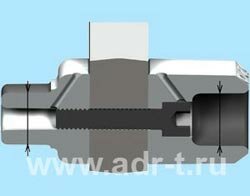
Всё очень просто! Эталонный нормативный документ, описывающий геометрию нагретого инструмента (сварочных насадок) для раструбной сварки – DVS 2208-1 (Германия). Главная идея – в том, что и дорн, и гильза нагретого инструмента в своей средней части имеют диаметр, соответствующий номинальному диаметру свариваемого трубопровода (рис.15). Обе рабочие поверхности насадок – конические, конусность – около 0,5º.
Эталонный нормативный документ, описывающий геометрию полипропиленовых труб и фитингов для раструбной сварки – DIN 16962 «Соединения и компоненты напорных трубопроводов из полипропилена» (вольный перевод автора). Главная идея – в том, чтобы пластиковая труба могла быть введена в гильзу нагретого инструмента только через силу и только при оплавлении наружной поверхности трубы (рис.16). И чтобы дорн нагретого инструмента мог быть введен в фитинг также только через силу и только при оплавлении внутренней поверхности фитинга.
 |
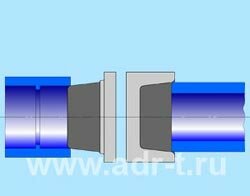 |
| Рис. 15 Геометрия сварочной насадки | Рис. 16 Геометрия трубы и фитинга |
Поэтому самая актуальная и самая простая часть входного контроля полипропиленовых труб и фитингов – проверка, что холодную трубу невозможно ввести в холодный фитинг. Кроме того, необходимо убедиться, что ни холодный фитинг, ни холодная труба не могут быть совмещены с холодной сварочной насадкой.
Если это не так, соединение вашей трубы с вашими фитингами методом раструбной (муфтовой) сварки невозможно.
На практике сварочные насадки крайне редко имеют неправильную геометрию. Даже китайские и турецкие насадки изготавливаются на станках с ЧПУ согласно требованиям DVS 2208-1. Если полипропиленовый фитинг (или труба) свободно совмещаются с холодной сварочной насадкой, то в 99,99% случаев причина – в бракованном фитинге (или трубе).
При выборе сварочных насадок имеет смысл обращать внимание, прежде всего, на качество тефлонового покрытия. Антиадгезионные свойства тефлона можно проверить с помощью подтекающей шариковой ручки. Если удается оставить капельку пасты на тефлоне – плохо. К хорошему тефлоновому покрытию капля пасты не прилипнет, останется на стержне ручки. А насколько покрытие долговечно – покажет только время.
И еще. Все приличные сварочные насадки имеют в боковой части сквозной воздушный канал. Например, полипропиленовую заглушку просто невозможно надеть на сварочную насадку, если нет воздушного канала6 Подготовка к сварке
Для резки пластиковых труб используют специальные ножницы или роликовые труборезы. Если объем работы небольшой, пластиковые трубы можно пилить обычной ножовкой по дереву.
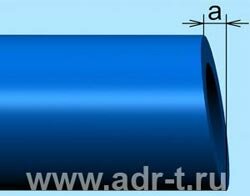
Независимо от используемого инструмента, резку необходимо производить как можно более перпендикулярно оси трубы (табл.2, рис.17). В противном случае между торцом трубы и внутренним упором фитинга могут остаться промежутки (рис.18). На готовом трубопроводе эти промежутки представляют собой участки с меньшей толщиной стенки и большим внутренним диаметром, чем исходная труба. Расчетное давление эксплуатации этих участков ниже, чем у всего остального трубопровода, это «слабые звенья» трубопровода.
| Наружный диаметр | 20 | 32 | 40 | 63 | 90 | 110 | 125 | 160 | 200 |
| a | 2 | 2 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
 |
 |
| Рис. 17 Косой рез трубы | Рис. 18 Сварка трубы с косым торцом |
Калибровка
DVS 2208-1 (Германия) описывает 2 стандарта на раструбную сварку пластиковых труб:
- Тип А – без механической обработки трубы перед сваркой. Точности наружного диаметра пластиковой трубы, которая обеспечивается при экструдировании трубы, здесь достаточно. Возможная эллипсность пластиковой трубы частично устраняется сварочной насадкой при оплавлении трубы и затем компенсируется эластичностью трубы и фитинга при их совмещении.
- Тип Б – с обязательной калибровкой трубы с помощью механического инструмента, называемого калибратором. Допуски по наружному диаметру пластиковой трубы после механической калибровки здесь намного меньше, а глубина входа трубы в фитинг – в общем случае больше. Зато усилие, необходимое для совмещения пластиковой трубы и фитинга с горячей сварочной насадкой и потом друг с другом – здесь ниже. Таким образом, пластиковые фитинги и сварочные насадки для раструбной сварки типа Б имеют другую геометрию и производятся отдельно. В России раструбная сварка типа Б не прижилась. Если фитинги и/или сварочные насадки типа Б попадают на Российский рынок, то только по ошибке.
Таким образом, для Российских условий «калибратор» - приспособление чаще всего бесполезное. Но если вам «посчастливилось» купить явно бракованную полипропиленовую трубу, у которой завышенный наружный диаметр «не лезет ни в какие ворота», калибратор действительно спасет положение.
Очистка свариваемых поверхностей
DVS 2207-11 (Германия) рекомендует механически очистить свариваемую поверхность полипропиленовой трубы с помощью скребка, затем протереть ее техническим спиртом. СП 40-102-2000 обтекаемо советует тщательно обезжирить «путем протирки специально рекомендованными для этих целей составами».
На практике этим требованием полностью или почти полностью пренебрегают. Площадь сварки и перемешивание слоев материала при раструбной сварке настолько велики, что небольшие загрязнения свариваемых поверхностей в виде пыли и окисленного слоя полипропилена не ослабляют сварное соединение ниже прочности трубы.
Если фитинг или свариваемый конец трубы откровенно измазаны мазутом или слоем грязи – конечно же, необходимо отмыть подходящей химией.
DVS 2207-11 (Германия) рекомендует снимать фаску с наружной кромки торца трубы под углом 15º и на глубину 2 или 3 мм в зависимости от диаметра (рис.19).
СП 40-102-2000 предлагает на торце трубы снимать «наружную фаску под углом 45° на 1/3 толщины стенки трубы». Инструмент для снятия 45-градусной фаски – вполне стандартный ручной «фаскосниматель».
Каким бы ни был угол фаски, округлым основанием сварочной насадки торец трубы с фаской оплавляется легче (рис.20).
Тем не менее, при раструбной сварке полипропиленовых труб и фитингов небольших диаметров этим требованием также пренебрегают.
 |
 |
| Рис. 19 Труба с 15-градусной фаской | Рис. 20 Оплавление трубы с фаской |
Учебные центры рекомендуют измерить глубину фитинга до внутреннего упора и затем маркером нанести на трубе метку на таком расстоянии от торца. Потом использовать эту метку для визуального контроля глубины совмещения трубы со сварочной насадкой и затем с фитингом.
DVS 2207-11 (Германия) также рекомендует нанести метку. А для определения расстояния от торца трубы предлагает целую таблицу, где расстояние до метки зависит от диаметра трубы. По всем позициям это расстояние на 2-3 мм меньше глубины сварочной насадки.
СП 40-102-2000 предлагает нанесение метки на расстоянии от торца трубы, «равном глубине раструба соединительной детали плюс 2 мм», что в корне противоречит рекомендациям DVS.
В общем, в теории правды не найдешь…
На практике сварщик всегда рукой чувствует момент упора – как фитинга, так и трубы – в основание сварочной насадки (п.1). И затем – момент упора торца трубы в ограничитель фитинга. А опытный сварщик – чувствует, какое усилие при этом прикладывать, чтобы получить идеальное соединение. Никаких меток не нужно, визуальный контроль не точнее чувствительности ваших рук!
7 Применение сварки нагретым инструментом в раструб
СП 40-102-2000 рекомендует раструбную сварку «для труб наружным диаметром до 110 мм и стенками любой толщины» без указания материала труб.Стилистическая ошибка в цитате (если кто заметил) – не в счет. Но по поводу стенок любой толщины – ошибка явная и принципиальная. Автор когда-то лично потратил время, подбирая режим раструбной сварки для тонкостенных труб. Оказалось, что сварка возможна только при быстром нагреве свариваемых поверхностей нагретым инструментом с температурой 280-290ºС. Но при такой температуре любое тефлоновое покрытие довольно быстро разрушается. А если температура инструмента 260ºС, оплавление поверхностей занимает больше времени, тогда труба успевает прогреться насквозь и теряет необходимую упругость.
Нормы DVS рекомендуют раструбную сварку для труб и фитингов из ПП, ПБ и ПВДФ. Для полипропиленовых труб и фитингов – в диапазоне диаметров 16-125 мм. Ограничения по толщине стенки – см. в табл.1, п.1.
Но трубы из ПБ, ввиду жесткости материала, при самых популярных диаметрах (до 32 мм) имеют слишком тонкую стенку, недостаточную для раструбной (муфтовой) сварки. К тому же, жесткий материал позволяет соединять такие трубы механическими соединениями. Кроме того, трубопроводы из ПБ вообще мало популярны в России из-за высокой стоимости материала.
Трубы и фитинги из ПВДФ экстремально дороги и мало популярны.
Для труб из ПНД раструбная сварка не рекомендована по следующим причинам:
- Простота и невысокая цена оборудования для раструбной (муфтовой) сварки проявляется при сварке пластиковых труб небольших диаметров. Для сварки труб больших диаметров приходится использовать специальные центраторы, сопоставимые по цене с аппаратами стыковой сварки.
- Дополнительные затраты на соединительные детали (фитинги) для раструбной сварки вполне оправдываются удобством и простотой технологии ручной раструбной сварки трубопроводов небольших диаметров. К тому же, трубопроводы небольших диаметров, как правило, применяются для внутренних коммуникаций зданий и имеют сложную форму с изгибами и ответвлениями, т.е. соединительные угольники и тройники в любом случае необходимы. В то же время, трубопроводы больших диаметров, как правило, укладываются длинными прямыми участками, где в сложных соединительных деталях нет нужды, и сварка встык предпочтительнее.
- Внутренние трубопроводы зданий, как правило, рассчитаны на транспортировку горячей воды с температурой выше 40°С, поэтому сравнительно дешевый, но не теплостойкий ПНД для их производства неприменим. ПНД – это наружные трубопроводы, их варят встык или (реже) электромуфтами.
Таким образом, в подавляющем большинстве случаев раструбная сварка применяется при монтаже систем напорного водоснабжения, отопления, технологических трубопроводов и пр. с использованием труб и фитингов из полипропилена, точнее – из рандом-сополимера пропилена (обозначение – PP Type 3, или PP-RC, или PP-R).
назад...
Нужен ваш плюс статье!
Источник: http://www.adr-t.ru/
| Всего комментариев: 0 | |