Монтаж и сварка полипропиленовых труб водоснабжения и отопления своими руками
Сварка нагретым инструментом в раструб применима для соединения труб и соединительных деталей (фитингов) из многих термопластов. На практике применяется при монтаже систем напорного водоснабжения, отопления, технологических трубопроводов и пр. с использованием труб и фитингов из полипропилена, точнее – из рандом-сополимера пропилена (обозначение – PP Type 3, или PP-RC, или PP-R).
Популярное название метода – «раструбная» сварка полипропиленовых труб, или сварка «в раструб» (или слитно «враструб»). Поскольку прямое соединение двух труб производится с помощью фитинга, который называется муфтой, другое популярное название метода – «муфтовая» сварка пластиковых труб. Так и будем далее называть.
Популярное название оборудования – «аппарат» для раструбной (муфтовой) сварки полипропиленовых труб. Жаргонно – «паяльник» пластиковых труб. Последнее, хотя и в корне неправильно, но прижилось.
Нагрев свариваемых поверхностей производится металлическим нагретым инструментом – сварочными насадками, покрытыми тефлоном. Свариваемые поверхности – наружная поверхность полипропиленовой трубы и внутренняя поверхность полипропиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух половин:
- половина, на которую с усилием надевается фитинг, называется «дорн»,
- половина, в которую с усилием вставляется конец трубы, называется «гильза»
1 Выполнение сварки
Полипропиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно полипропиленовая труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно.
Наружный диаметр полипропиленовой трубы, предназначенной для раструбной (муфтовой) сварки, несколько выше номинального диаметра, а внутренний диаметр полипропиленового фитинга – несколько меньше номинального диаметра трубопровода. Например, полипропиленовая труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а полипропиленовый фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом.
По мере совмещения пластиковой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рис.1). Похожие процессы происходят при совмещении фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рис.2).
 |
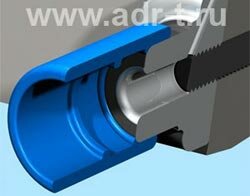 |
| Рис. 1 Начало нагрева трубы | Рис. 2 Начало нагрева фитинга |
При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рис.3). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга.
При продвижении пластиковой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рис.4). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.
 |
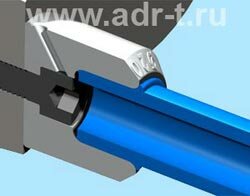 |
| Рис. 3 Нагрев фитинга | Рис. 4 Нагрев трубы |
Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной раструбной (муфтовой) сварке с помощью ручного «паяльника», но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить! При ручной сварке – просто удерживайте трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате – зафиксируйте положение трубы и фитинга с помощью фиксатора, которым обязательно оборудован каждый приличный механический аппарат.
Продолжительность нагрева зависит от диаметра свариваемого трубопровода (см. табл.1) и определяет глубину прогрева свариваемых поверхностей. Для полипропиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм.
По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом пластиковая труба упруго сжимается, а пластиковый фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимая продолжительность этой «перестановки» также зависит от диаметра свариваемого трубопровода (см. табл.1).
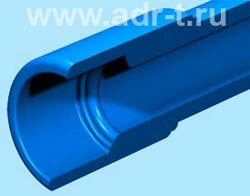
Если всё выполнено правильно, то после совмещения мы получим цельную полипропиленовую деталь как на рис.5. А после вваривания в фитинг второй трубы – как на рис.6.
 |
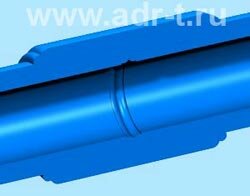 |
| Рис. 5 Труба с фитингом | Рис. 6 Две трубы, соединенные фитингом |
Непосредственно после совмещения полипропиленовой трубы с фитингом прогретые слои некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации» (см. табл.1). При ручной раструбной (муфтовой) сварке это время используют для устранения возможных перекосов соединения.
По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в табл.1.
| Диаметр, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 125 | |
| Нагревгрев, сек.: | PN20 | 5 | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 | 60 |
| NP10 | 1) | 1) | 1) | 1) | 1) | 1) | 1) | 15 | 22 | 30 | 35 | |
| Перестановка, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 | 10 | |
| Фиксация, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 30 | 40 | 50 | 60 | |
| Полное остывание, мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | |
1) Ввиду слишком малой толщины стенки раструбная сварка для этих труб не рекомендуется.
Замечание: Указанные в таблице временные интервалы носят только рекомендательный характер. Точные значения интервалов следует уточнять у производителя трубы и фитингов.
2 Типичные ошибки
Если при совмещении пластиковой трубы с фитингом труба не введена в фитинг до внутреннего упора (рис.7), то между торцом трубы и внутренним упором фитинга остается промежуток. На готовом трубопроводе этот промежуток представляет собой участок с меньшей толщиной стенки и большим внутренним диаметром, чем исходная труба. Расчетное давление эксплуатации этого участка ниже, чем у всего остального трубопровода, это «слабое звено».
Такое «недовведение» трубы в фитинг особенно типично, если при нагреве труба не была введена в сварочную насадку до упора в основание насадки. В этом случае снаружи сварное соединение выглядит вполне правильно, но внутри фитинга остается «слабое звено» (рис.8).
 |
 |
| Рис. 7 Труба не введена в фитинг до упора | Рис. 8 Труба нагрета на малую длину |
Другая типичная ошибка – применение излишнего усилия при нагреве и/или совмещении пластиковой трубы с фитингом. В этом случае между торцом трубы и внутренним упором фитинга выдавливается большой внутренний грат (рис.9). На готовом трубопроводе этот грат создаст серьезное препятствие потоку жидкости или газа (рис.10).
 |
 |
| Рис. 9 Излишнее усилие при сварке | Рис. 10 Снижение проходимости трубы |
3 Температура нагретого инструмента
В отличие от стыковой сварки, где нагрев свариваемых поверхностей производится невысокой температурой в течение длительного времени во избежание внутренних напряжений в материале, при раструбной сварке температура нагретого инструмента завышена, и нагрев происходит быстро. Выбор температуры нагретого инструмента при разработке технологии раструбной (муфтовой) сварки основывался на нескольких ограничениях:
- Оплавление свариваемых поверхностей (наружной поверхности пластиковой трубы и внутренней поверхности пластикового фитинга) должно осуществляться быстро, чтобы труба и фитинг не успели прогреться насквозь. Иначе они потеряют форму, совместить их будет невозможно. Поэтому температура нагретого инструмента должна быть высокой.
- Излишний перегрев нагретого инструмента ведет к существенной термической деградации материала трубы и фитинга.
- Политетрафторэтилен (тефлон), которым покрыты рабочие поверхности нагретого инструмента, длительно работоспособен при температурах до 260°С, при более высоких температурах он постепенно деградирует.
С учетом всех ограничений для раструбной (муфтовой) сварки оптимальной принята температура рабочих поверхностей сварочных насадок 260°С с допустимыми отклонениями ±10°С, которая не зависит от диаметра свариваемого трубопровода.
Такой режим нагрева приводит к последующему созданию некоторого вредного внутреннего напряжения материала в зоне соединения. Однако эта неприятность компенсируется почти двойной толщиной стенки полученного трубопровода в зоне соединения и большой площадью сварки (гораздо больше площади торца трубы при сварке встык).
Большинство аппаратов для раструбной (муфтовой) сварки пластиковых труб и фитингов оборудованы ручкой настройки температуры. Терморегулятор, которым управляет эта ручка, при производстве аппарата настраивается таким образом, чтобы температура, на которую указывает ручка настройки, соответствовала температуре на рабочих поверхностях сварочных насадок. Температура нагревателя при этом на 10-15º выше.
Некоторые модели сварочных аппаратов (паяльников) для полипропиленовых труб, особенно устаревшие модели 10-летней давности, вообще не имеют ручки настройки температуры, их терморегулятор раз и навсегда настроен на 260°С. С точки зрения технологии раструбной (муфтовой) сварки это абсолютно правильно. Ручка настройки температуры делается скорее для популярности. Большинство сварщиков (особенно неграмотных) чувствуют себя спокойнее, если имеют возможность влезть своими шаловливыми пальцами в настройку температуры аппарата.
4 Выбор сварочного аппарата
Как уже указано в п.3, для раструбной сварки оптимальная температура рабочих поверхностей сварочных насадок - 260ºС. Не следует путать с температурой нагревателя сварочного аппарата!
Для создания такой температуры на рабочих поверхностях сварочные насадки устанавливаются на нагреватель сварочного аппарата и фиксируются болтом через отверстие в нагревателе (рис.11). Существуют нагреватели и насадки с другой геометрией крепежных поверхностей, но сути это не меняет. Внутри алюминиевого нагревателя залит стальной трубчатый нагревательный элемент (рис.12).
 |
 |
| Рис. 11 Нагреватель с насадкой | Рис. 12 Нагреватель в разрезе |
На практике доказано, что необходимая мощность нагревателя, выраженная в Вт, приблизительно равна 10-кратному значению диаметра свариваемой пластиковой трубы, выраженному в мм. Другими словами, 500-ваттный нагреватель сваривает полипропиленовую трубу и фитинг Ø50 мм. А 1200-ваттного нагревателя достаточно для сварки труб и фитингов Ø125 мм.
Если производитель сварочных аппаратов не уверен в надежности применяемых дешевых трубчатых нагревательных элементов (Турция, Китай), он в алюминий нагревателя заливает 2 нагревательных элемента, каждый из которых включается отдельным выключателем. Каждый из элементов имеет мощность, достаточную для максимальной сварочной насадки, которая может быть установлена на нагреватель.
Совокупная мощность двух нагревательных элементов вдвое превышает достаточную мощность нагревателя и бессмысленно перегружает контакты термореле и сеть питания. Поэтому ко второму нагревательному элементу нужно относиться как к запасному. Или включать его для быстрого разогрева холодного «паяльника»..
Наиболее совершенный терморегулятор – электронный (или микропроцессорный). Датчиком температуры для такого терморегулятора служит высокоточный терморезистор, который измеряет температуру настолько близко к рабочим поверхностям сменных сварочных насадок, насколько это вообще возможно (рис.16). Электронный терморегулятор позволяет также учесть инерционность системы (скорость распространения тепла), мощность нагревателя, текущую интенсивность теплоотбора и пр. параметры системы регулирования. Такой регулятор максимально быстро выводит нагреватель на заданную температуру и затем максимально точно ее поддерживает.
На более дешевых сварочных аппаратах в качестве регулятора температуры используется капиллярный термостат. Датчик температуры (капилляр) также находится в теле нагревателя. Однако принцип работы любого термореле – как у простого утюга: если температура выросла относительно заданной на Δtº, нагрев выключается. Когда нагреватель остынет на Δtº относительно заданной температуры, нагрев снова включается. График колебаний температуры – пилообразный. При этом Δtº может составлять ±5-10ºС.
Наихудший терморегулятор – биметаллическое термореле. Мало того, что здесь также пилообразный график температуры, здесь еще чувствительным элементом (датчиком) является биметаллическая пластина, которую внутрь нагревателя никак не поместишь. Такая система обладает высокой инерционностью – нагреватель может успеть охладиться на огромную Δtº, прежде чем термореле «почувствует» какие-то изменения.
DVS 2208-1 (Германия) рекомендует ручную раструбную сварку пластиковых труб и фитингов только до Ø40 мм, а от Ø50 мм и выше – рекомендуется использовать механические центраторы, способные зафиксировать трубу и фитинг соосно и обеспечить их взаимное перемещение с достаточным усилием.
С точки зрения удобства и качества выполнения работ – вполне логично.
К требованиям DVS следует добавить, что хороший механический аппарат позволяет также легко установить нагреватель со сварочной насадкой в специальную направляющую, обеспечив соосность сварочной насадки с трубой и фитингом, и чтобы потом нагреватель можно было быстро убрать (рис.13). А также по окончании нагрева обеспечить возможность фиксации положения нагревателя либо относительно трубы, либо относительно фитинга – неизвестно, какая из деталей сильнее застрянет в сварочной насадке.
С другой стороны, механический аппарат – это совсем другие деньги. Поэтому мощный «паяльник» со сварочными насадками до Ø125 мм (рис.14) пользуется большим спросом, просто для выполнения сварки нужно больше народу.
далее...
 |
 |
| Рис. 13 Механический сварочный аппарат | Рис. 14 Мощный ручной аппарат |
| Всего комментариев: 0 | |